生產(chǎn)線現(xiàn)狀:配備操作工人的工位少,目前僅部分別工位可有條碼或人工輸入數(shù)據(jù)管理,生產(chǎn)過程無法實(shí)現(xiàn)全流程透明可視數(shù)據(jù)化;條碼數(shù)據(jù)采集點(diǎn)少,無法實(shí)現(xiàn)生產(chǎn)全流程管理數(shù)據(jù)采集;單板與工裝錯(cuò)亂現(xiàn)象容易發(fā)生,出現(xiàn)問題再核查很被動(dòng);無法統(tǒng)計(jì)每個(gè)工位的流程效率及工裝夾具周轉(zhuǎn)使用率;工裝夾具維護(hù)及管理數(shù)據(jù)化困難,影響產(chǎn)品生產(chǎn)質(zhì)量隱患。
本方案是基于RFID自動(dòng)識(shí)別技術(shù)的智能系統(tǒng),實(shí)現(xiàn)單板生產(chǎn)過程中的透明可視化管理。將RFID標(biāo)簽嵌入單板配套生產(chǎn)的夾具工裝上;無需人工干預(yù),實(shí)現(xiàn)單板進(jìn)出工站/周轉(zhuǎn)工具的自動(dòng)采集與記錄,代替人工采集,形成單板加工流轉(zhuǎn)的時(shí)間順序,以物聯(lián)為基礎(chǔ)的生產(chǎn)現(xiàn)場(chǎng)的精細(xì)化、透明可視化的自動(dòng)管理。系統(tǒng)自動(dòng)讀取工裝夾具上的RFID標(biāo)簽,對(duì)所有工裝流轉(zhuǎn)過程進(jìn)行實(shí)時(shí)自動(dòng)記錄、自動(dòng)清點(diǎn)等,實(shí)現(xiàn)生產(chǎn)線自動(dòng)可視化管理。
本方案中產(chǎn)線管理系統(tǒng)采用智能RFID天線陣列技術(shù),多路切換技術(shù)以及電磁場(chǎng)信號(hào)控制技術(shù)等,對(duì)所有區(qū)域RFID設(shè)備的讀取范圍進(jìn)行有效控制,以此實(shí)現(xiàn)產(chǎn)線工裝進(jìn)行自動(dòng)識(shí)別及記錄。
1. 單板工裝RFID 與單板條碼 SN 建立關(guān)聯(lián)綁定:在上板機(jī)位置,通過條碼讀寫器讀取紙質(zhì)條碼 SN 后+通過 RFID 讀寫器讀取工裝RFID 標(biāo)簽,建立條碼 SN 與 RFID EPC 碼的關(guān)聯(lián)關(guān)系。
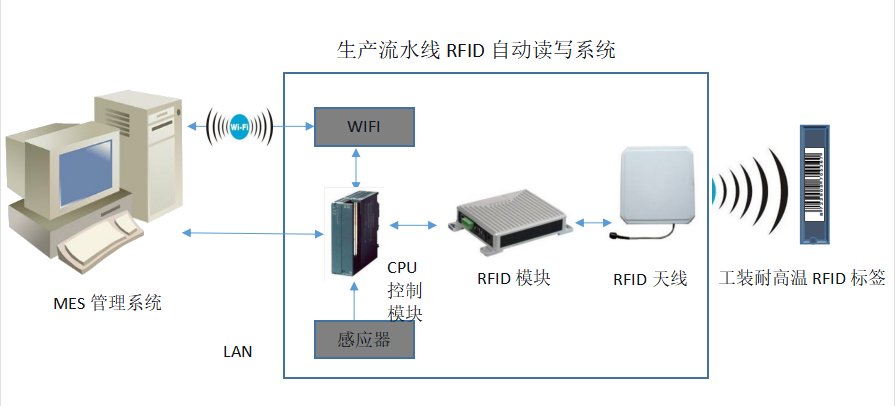
2. 對(duì)于自動(dòng)流水線各工藝操作站進(jìn)口及出口自動(dòng)識(shí)別采集單板及關(guān)聯(lián)的工裝RFID信息:針對(duì)自動(dòng)化流水線體各工站出入口,均安裝固定式 RFID 讀寫系統(tǒng),當(dāng)單板工裝經(jīng)過時(shí),自動(dòng)讀取工裝RFID 信息。
3. 系統(tǒng)自動(dòng)讀取:部分設(shè)備可加裝固定式讀寫器,人工取放工裝時(shí),系統(tǒng)自動(dòng)讀取工裝上的 RFID 信息,并給出提示音。讀取過程需要做到可控制到讀取的范圍,避免漏讀、以及產(chǎn)線各崗位之間的互相串讀;同時(shí)系統(tǒng)需要將 RFID 信息傳到 IT 系統(tǒng)對(duì)應(yīng)功能,進(jìn)行防呆校驗(yàn)、過站管控、條碼追溯等。